| 欢迎进入永康市焊神工具有限公司_官网! | 网站地图 | 联系我们 |  |
 |
|
|||
|
|||
| s | |||
| 您的位置 >> 首 页 >> 新闻资讯 |
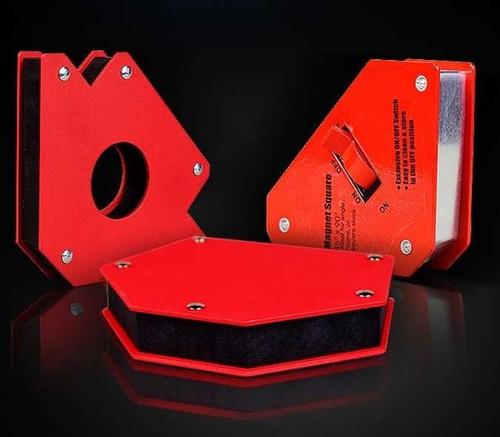
| 焊接定位器的使用方法及作用 | |||
|
|||
 |
|||
定位器经常用于定位挡板、引脚、v形铁和模板的焊接生产中。定位销和模板可以单独使用,固定铁和v形铁通常安装在夹具的支承部件上。定位器安装在夹具上,除了具有定位功能外,还与夹紧装置一起承受夹紧力、焊接变形引起的东向力等各种力。有些定位器设计为可拆卸、可伸缩和可调,以适应通用性和焊接应力和变形。
焊接定位器的使用: 1. 如果焊接时需要预热,定位焊前也要预热,预热温度要比普通焊接高30-50℃。 2. 定位焊接是间歇焊接,工件温度低于正常焊接。由于热输入不足,焊接电流要比正常焊接增加10% ~ 15%。 3.定位焊接不应在焊缝的交叉点进行,且焊缝方向变化较大。定位焊接可在50毫米左右的距离进行。 4. 定位焊接时,焊接约束程度大,容易开裂。为了防止裂纹,应该尽量避免强制装配。 5. 定位焊缝发现裂纹和不可接受的缺陷时,应及时消除,重新位移焊接。 6. 定位焊的开始和结束应该是光滑的,以防止焊接接头没有穿透这里。
焊接定位器在焊接夹具生产中的作用是对辅助部件进行定位。焊接定位器的作用是方便焊接。 |
|||
| 返回上一页 | |||
|
||||||||||
|


 发布日期:2020-07-15
发布日期:2020-07-15